
真空热压机操作使用说明
高温真空热压成型机采用PLC控制系统,确保系统工作稳定可靠,操作简单。平台加热系统配合大功率真空泵,真空度高,确保贴合质量及效率。采用平台进出工作方式,操作方便,工作效率高。数显真空表,数显压力表,数显温控器,压力、温度一目了然。自带触摸屏,操作方便实用。精密控温系统,温度准确,不同发热点温差小.下面热压机制造商-邦企创源为大家介绍下真空热压机操作使用说明

高温真空热压成型机
真空热压炉操作规程
一、真空热压炉一般(不加压)操作步骤:
1.开冷却系统:先开水箱“主电源”开关,等待7秒,其次按“泵”,然后按“压缩机1”;关闭时,先关压缩机,后关主电源;
2.开真空泵的红色按钮;(后边的红色按钮提上来);
3.打开控制柜,打开大开关(Q1),打开小开关(Q6);
4.启动计算机(控制柜内部左边机箱内);
5.双击计算机桌面“真空热压烧结炉”图标;
6.控制柜面板上依次按“机械泵”,“上蝶阀”,大概1分钟稳定后开“下蝶阀”,待真空度小于20Pa(计算机显示“2.0E 1”)后按“扩散泵”;

真空热压机控制原理图
7.升温曲线设定:
1)低温表按“SET”,连续三下,显示“AL-1”时设置转换温度“1500”;
2)“SET”,显示“SV-1”时,设置温度“1510”;
3)“SET”,显示“TN-1”时,设置时间“2.00”(2小时,升温速度12.5℃/分钟);
4)“SET”,显示“OUT-1”时,设置最大输出功率“90”
;5)“SET”,显示“SV-2”时,设置温度“80”,表示降温至80℃;
6)“A/M”连续2-3下,直到“MAN”指示灯灭为止;
7)高温表按“SET”连续7下,显示“SV-1”时设置温度“1550”,
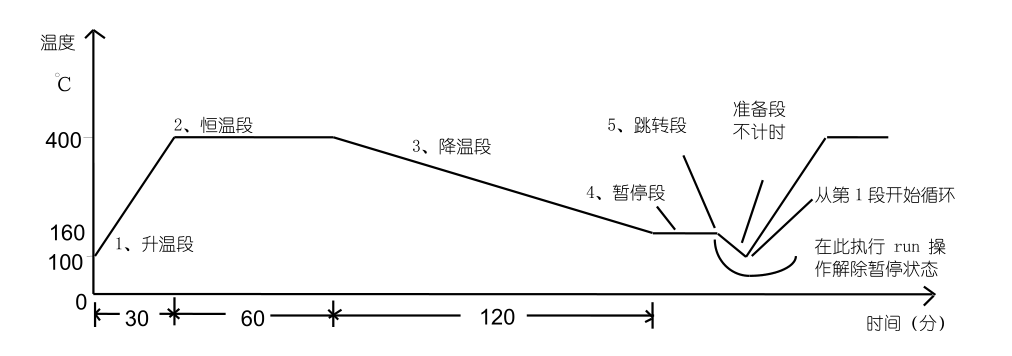
热压机升温曲线图
8)“SET”,显示“TN-1”时,设置时间“0.10”,表示从1510℃到1550℃用10分钟;
9)“SET”,显示“OUT-1”时,设置最大输出功率“100”;10)“SET”,显示“SV-2”时,设置温度“1800”;
11)“SET”,显示“TN-2”时,设置时间“1.00”(1小时,升温速度5℃/分钟);
12)“SET”,显示“OUT-2”时,设置最大输出功率“90”;
13)“SET”,显示“SV-3”时,设置温度“1800”;
14)“SET”,显示“TN-3”时,设置保温时间“3.00”(保温3小时);
15)“SET”,显示“SV-4”时,设置温度“800”(降温至800℃);
16)“SET”,显示“TN-4”时,设置保温时间“0”(降温时间不控制);
17)“A/M”连续2-3下,直到“MAN”指示灯灭为止; 8.1小时后开“主挡板阀”,同时关闭“上蝶阀”,待真空度达到-1MPa~-2MPa

真空热压机操作面板
二、加压操作步骤:
①底下放两个石墨支柱,然后放模具,上面放一个石墨支柱;
②加压上升到石墨支柱与保温桶齐平;
③关闭炉盖;
④先抽真空,锁紧炉盖上的三个螺丝锁;
⑤开“液压泵”,选择油缸“上升”至炉盖上的压块上移3~4mm,然后再油缸“下降”至0mm;
⑥手动将炉盖上的上压头转动下来,顶住炉盖,锁紧,圆圆的也转上去保护锁紧;

真空热压机真空门结构
⑦冷压,选择油缸“上升”,至位移、压力恒定;
⑧选择油缸“停”,选择压力控制由“电位器”切换至“仪表”,待压力表上下一致,才可以“加热”;
⑨设置升温曲线,升温,待温度至200℃后即可选择油缸“上升”加压;
⑩加热完毕后,待炉温降至1000℃以下,油缸“停”,“仪表”切换至“电位器”。
注意:压力表显示16MPa,相当于计算机显示20t,石墨模具最大可承受压力30MPa;
根据具体模具受力面积,计算所需压力,例如: 直径30模具,最大受力2.1t,如加压1.7t,压力表设置到1.4MPa即可,此时模具内试样压力为23MPa;
直径50模具,最大受力6.0t,如加压3.0t,压力表设置到2.4MPa即可,此时模具内试样压力为15MPa;

三、充气操作步骤:
1)不管炉子是否升温,均可充气;
2)首次需洗炉3次,洗炉时先关闭“上蝶阀”,关闭“主挡板阀”,关闭“扩散泵”,开“充气”;
3)充气至压力为-0.06MPa时,关闭“充气”,开“上蝶阀”排气至压力-0.1MPa;
4)再开“充气”,如此3次,第4次“充气”至+0.01MPa即可,关闭“充气”,氩气(氮气)瓶可以关闭;
5)1小时后,关闭“下蝶阀”,关闭“机械泵”;
6)降温至1000℃以下,开“机械泵”,开“上蝶阀”,开“下蝶阀”,抽真空至小于20Pa.
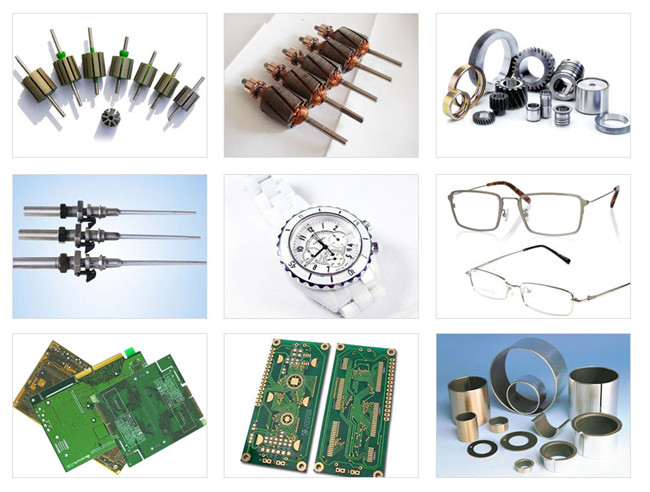
高精度热压机真空应用范围
广泛用于新材料,半导体,PMMA、PC、COC等硬质塑料芯片的封合,硬质合金,功能陶瓷,粉末冶金等领域.



