
真空塑料热压机
真空热压键合机用于玻璃,硅片,晶元,蓝宝石,石英等基材的中低高温键合.热压机不仅可以满足通不同气体下的中低高温键合,还可以满足在真空环境下的中低温退火。最高温度350度,压力20KG-1000KG可选,热压尺寸100×100(长×宽)mm可跟客户要求订制.开口尺寸100mm以内

真空塑料热压机
一:真空塑料热压机产品技术参数
键合平台:100×100(长×宽)mm;
平台平行度:0.05mm;
可键合芯片厚度:0~100mm;
额定电压:AC220V/50HZ;
压力范围:0~1000KG;
压力显示精度:±0.1KN
额定功率:1000W;
控温范围:室温~350℃;
温控精度:±1-2%(100℃以下±1℃);
上下板最大温差:3℃;
均匀升温速率:4℃/min(100℃以下);3℃/min(100℃~200℃);2℃/min(200℃以上);快速升温速率:10℃/min
支持温度编程段数:10段控温;
真空度:-0.09MPA
外接气氛接口:2×DN10
外形尺寸:420×360×610(长×宽×高)mm;
重量:80kg;
真空热压机特征图解
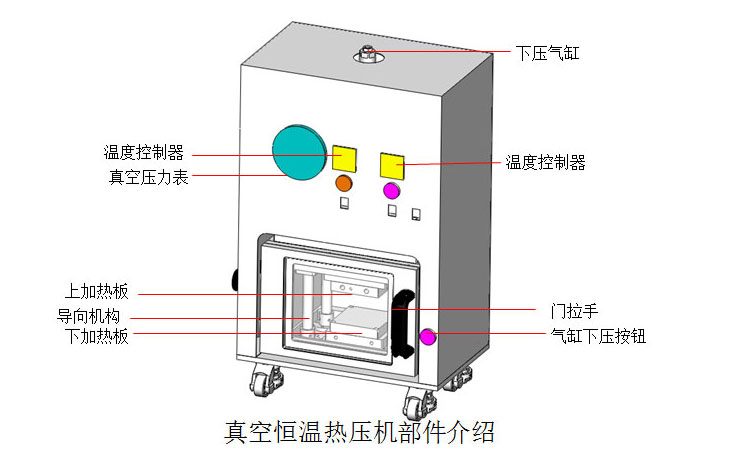
真空热压机特征图解
(1)气缸;(2)精密调压阀;(3)玻璃观察窗;(4)电源接口;(5)显示界面和参数设置界面;(6)真空表;(7)气压数显表;(8)密封圈;(9)进气口;(10)气源进口;(11)真空抽气口。
*注:以上图案以实物为准,如有变动,请咨询生产厂商。
二:真空热压机产品特点
(1)使用恒温控制加热技术,温度控制精确;
(2)铝合金工作平台,上下面平整,热导速度快,热导均一;
(3)加热面积大,涵盖常用大小芯片;
(4)风冷降温,降温速率均一,有利于提高键合效果;
(5)压力精确可调,针对不同的基材选用不同的压力控制;
(6)采用独特的真空热压系统,在保证片材不被损坏的情况下大幅度提高键合成功率。
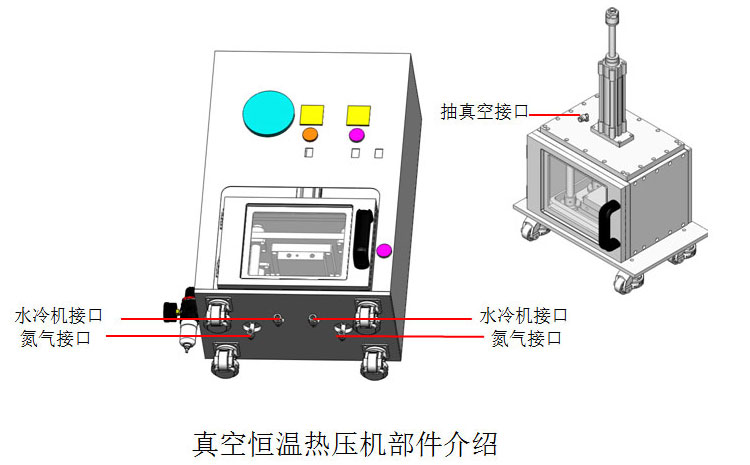
真空热压水冷气氛保护结构
真空热压机操作使用说明
1.放置
(1)真空热压键合机应放置在稳固的水平操作台上,应保证真空热压键合机处于平稳状态。
(2)真空热压键合机应放置在通风、干燥、无腐蚀性气体、无大量尘埃的洁净环境中使用。设备应远离高温及蒸汽,避免暴露在阳光的直射下。
(3)真空热压键合机的背面、顶部及两侧应具有30 cm以上的间隔空间。
2. 压力系统连接
将空气压缩机接通电源,气源输出端连接热压机背面气缸输入端。
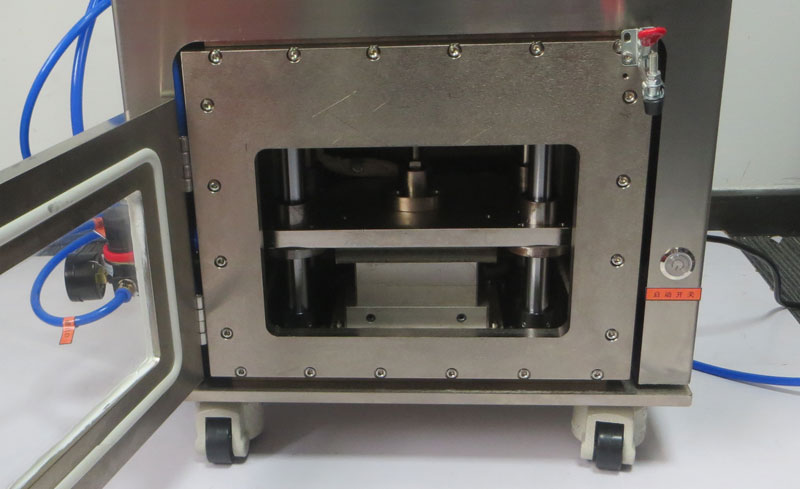
热压机真空腔体
3.设备状态检查
开启真空热压机电源开关之前确保工作界面上的控制开关处于关闭状态。连接好气路,测试压板的运行状况,把控制压板的开关按下然后再按一下,压板能够上下运动,说明设备气路正常。如果压力表不工作,加热模块不工作,请检查压力表和加热模块或热传感器的连接是否正确,或立即与公司或维修站的技术人员联系。
4. 操作指南
设备操作应严格按照以下步骤进行:
(1)检查真空热压键合机,真空泵和空气压缩机的电源线连接是否正确,检查各部分的气路管线连接是否正确,关闭系统每个部分的阀门和开关。
(2)将需要键合的芯片放在工作平台(或相应夹具)中间位置,调整压板运行的行程,关闭舱门,打开真空泵,抽掉热压机内部的空气。
(3)运行压板控制开关,确定芯片上受压的压力。
(4)温度设定:在参数设置所需的温度。

真空泵
(5)升温设定:在参数设置所需的升温时间和温度保持时间。
(6)阶段设定:在参数设置所需的键合温度阶段,可设置步骤10段。
(7)点击运行上、下板加热按键,开始进行加热键合。
(8)热压键合结束,停止上、下板加热按键,使加热板处于停止工作状态。
(9)自然降温或连接氮气进行降温。
(10)关闭热压机连接真空泵的手动阀,关掉真空泵。
待温度降至50度以下后,点击停止压板开关,压板抬起,完成键合。
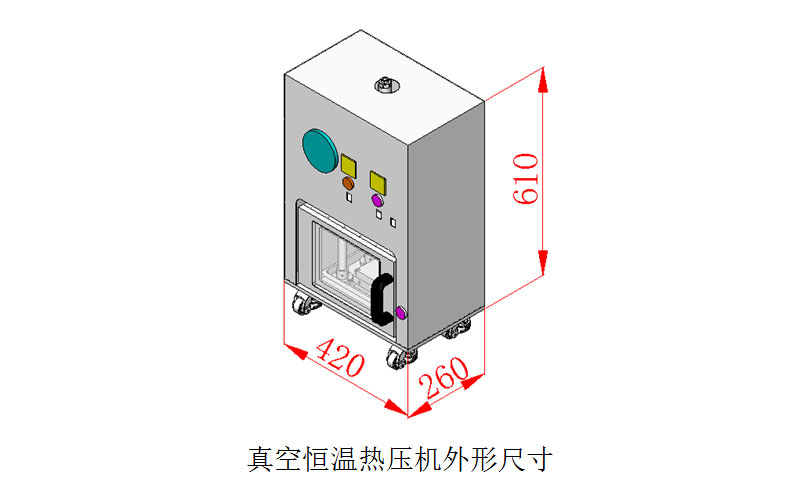
热压机产品外形尺寸
真空塑料热压机装箱清单
|
名称 |
单位 |
数量 |
|
ET-2020-1T真空热压键合机 |
台 |
1 |
|
电源线 |
根 |
1 |
|
气管(外直径10mm) |
M |
4 |
|
双抛玻璃(4英寸*4mm) |
块 |
2 |
|
质检报告 |
份 |
1 |
|
合格证 |
份 |
1 |
|
说明书 |
份 |
1 |
|
保修卡 |
份 |
1 |
*注:清点包装箱内的附件和印刷资料,箱内的附件和资料请按照装箱清单对照检查。
真空附件设备
|
名称 |
单位 |
数量 |
|
空气压缩机 |
台 |
1 |
|
旋片式真空泵 |
台 |
1 |
|
真空管(内径8mm) |
M |
2 |