
硬质有机芯片真空热压机
复合材料真空热压机具有升温快.高精度.高稳定性.保温性能好.全程微电脑控制.全自动升温.降温.保温.炉体表面温度接近室温等优利条件.适用于 PMMA、PC、COC 等硬质塑料芯片的键合.真空热压键合机不仅可以满足通不同气体下的中低高温键合,还可以满足在真空环境下的中低温退火;其中高低温键合和中低温退火过程中的温度是可以灵活设置和编程;实验室真空热压机最大温度800℃,封合产品最封合产品最大尺寸230*200mm,最大厚度140mm。

硬质有机芯片真空热压机图片
一:高温真空热压成型机产品特点
1.加热板尺寸100*100mm(可订制尺寸),加热面积大,涵盖常用大小芯片;
2.铝合金工作平台,上下面平整,热导速度快,热导均一;
3.使用恒温控制加热技术,温度控制精确;
4.对称双口抽真空气流均匀,真空开关电磁控制,抽真空时间可设置修改,自动破真空
5.真空箱下左右各装一个氮气孔保护气氛条件,气氛保护:氮、氩等惰性气体(自动充气及放气)
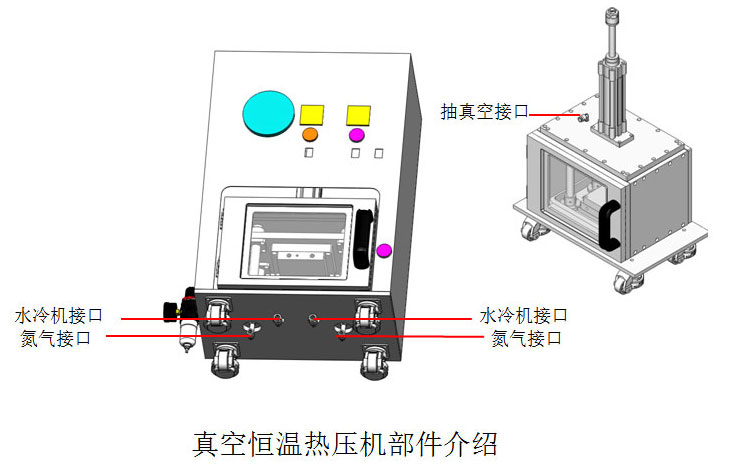
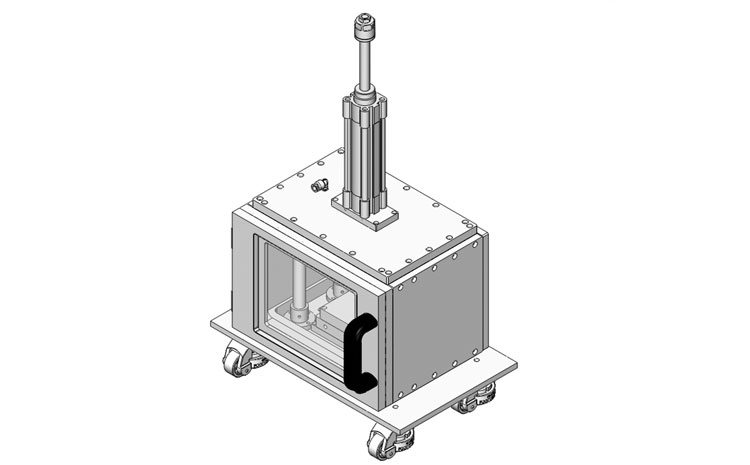
流控芯片真空热压键合机结构图
6.安装有真空表,便于检测真空度
7.保压时间,可以调节控制热压焊接时间
8.加热台可以加热到350度
9.有相应的隔热,防止操作员烫伤
10.水冷降温,降温速率均一,有利于提高键合效果;
11.压力精确可调,针对不同的材料选用不同的压力控制;
12.采用独特的真空热压系统,在保证芯片不损坏的情况下大幅度提高键合成功率。
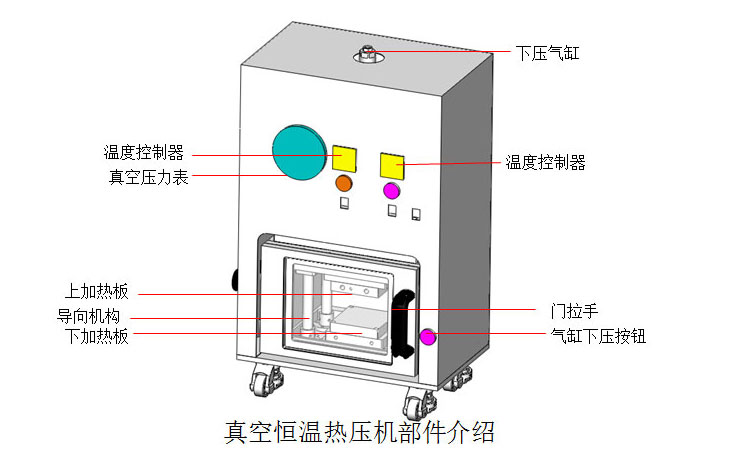
实验室真空热压机结构图
二:复合材料真空热压机技术参数
1.外形尺寸:420×260×610(长×宽×高)mm
2.键合平台:100×100(长×宽)mm
3.可键合芯片厚度:0~100mm
4.额定电压:AC220V/50HZ
5.设计压力:100KG(根据客户20KG-5000KG要求确定)
6.压力控制:气压控制,采用自动控制,也可手动
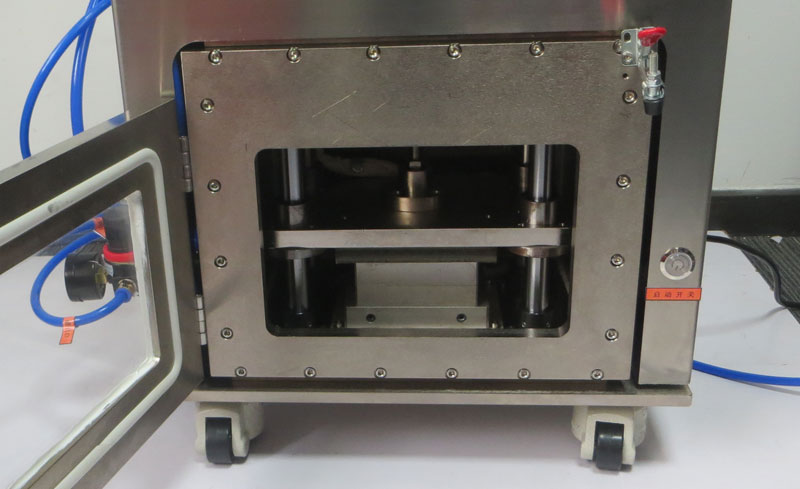
真空热压密封腔体图片
7.极限真空度(冷态):-0.09MPa
8.额定功率:1KW
9.额定最高温度:350℃
10.温度控制精度:±1℃
11.充气压力:≤0.03Mpa(微正压)
12.面板显示及电气连锁:温度、真空度、保压时间、真空开关、氮气输入开关。
13.重量:95kg

三:真空热压机PMMA 芯片键合操作流程
第一步:开机
第二步:打开舱门,在两加热板之间放入预键合的芯片,并关闭舱门对齐并放置好芯片,芯片上下面放置抛光的钢化玻璃,防止芯片因热变形导致表面不平。打开电源,每次开机后气缸压力值自动归零
第三步:抽掉舱体里面的空气真空抽气管连接,真空泵打开把手旋紧至垂直开关
第四步:对芯片加压,按下气缸控制开关,调节需要的键合压力值。建议打开气缸开关前先将气压调到一个较小的值,打开气缸开关后慢慢增大压力值,避免因压力过大损坏芯片。
复合材料真空热压机图片
*注:不同规格芯片键合压力不一样,键合压力根据实际情况而定
第五步:先关闭气缸压力,调节调温旋钮到所需温度,将上、下板温度控制的开关按下;到达设定温度后,按下气缸控制开关,开始对芯片进行热压键合。
泄气阀关闭抽气阀打开真空度达到真空要求时开始对芯片加压调节调压阀钮,至芯片压力符合要求压力指数为止气压表显示当前气缸的气压值
显示屏显示气缸当前压力值按下气缸开关按钮,灯亮表示气缸在加压调温范围 0℃—200℃ 上下板加热开关打开,灯亮表示正在加热
第六步:热压键合完毕,关闭加热板开关 *注:不同规格芯片键合时间不同,键合时间根据实际情况而定

第七步:关闭真空泵,泄压关闭抽真空阀门,然后打开泄气阀泄气。
第八步:关闭气缸开关,打开门,打开风扇开关对芯片进行冷却(切记不可卸除气缸压力)
第九步:冷却完毕后,卸除气缸压力,取出键合的芯片 6. 操作注意事项 (1) 启动气缸开关时,避免因为
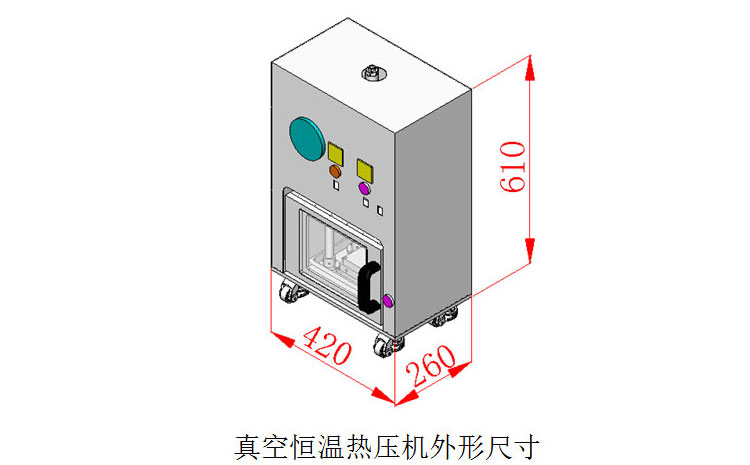
真空恒温热压机外形尺寸
热压机操作注意事项
(1) 启动气缸开关时,避免因为误操作而压伤手指,造成事故。
(2) 在取压合芯片之前,确保两个加热板已经冷却至常温,以免烫伤。
(3) 如使用有机溶剂进行辅助键合时,切记远离裸露电线及明火,以免发生危险。
(4) 在运行过程中若突然出现故障,需要检查气缸或电子元器件时,一定要关闭电源,拨掉电源插头,停止进气,压力数显表显示为零,真空表为零后才能进行检修,否则有危险!!!
(5) 抽真空后,必须先关闭真空抽气口的阀门,再关闭真空泵,以保证真空泵里面的真空油不会倒吸至热压机内,损伤产品。

实验室真空热压机图片
真空热压键合机用于PMMA、PC、COC等硬质塑料有机芯片封合;用于玻璃、硅片、晶元、蓝宝石、石英等基材的中低高温键合。实验室真空热压机最大温度800℃,封合产品
小型真空热压机_非标定制真空热压机_秉承质优_采用先进系统,真空热压机,小型热压机,采用先进的生产设备,精度高,质量好,,服务好.公司秉承“客户至上”的宗旨,为广大客户提供高质量的产品和服务,让客户满意的服务